当前位置:首页 » 新闻中心 » 钢丝切丸的性能及其经济效益分析
钢丝切丸的性能及其经济效益分析
文章出处:本站
编辑:抛丸机发表时间:2015-09-19 16:03:49
采用钢丸来代替白口铁丸是降低抛丸设备易损件费用的极为有效的办法。在发达国家,白口铁丸已几乎被钢丸取代了。近年来国内也陆续出现了一些钢丸生产厂,其产品已经在一些使用厂得到应用,为了加速推广应用钢丸,我们将对各种钢丸的性能及其经济效益作一些侧试和分析工作,供用户选择弹丸时参考。本文是低碳钢丝切丸性能测试结果及其经济效益分析。
一、化学成分及机械性能:
各种弹丸的化学成分及机械性能如表1示。
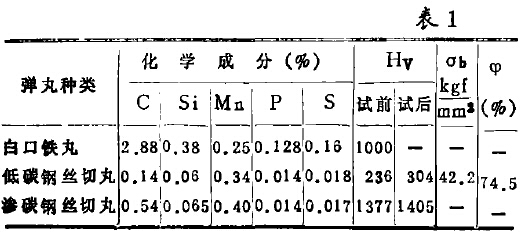
表1 各种弹丸的化学成分及机械性能
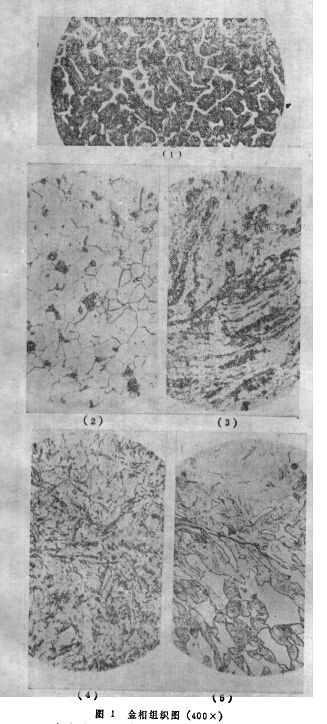
二、金相组织:
各种弹丸的金相组织如图1。
三、实验测试:
测试设备:Q3710抛丸滚简。测试用叶片:低铬稀土白口铸铁叶片。
1.耗丸率和叶片磨损率的测试:
为使测出的数据可以互相比较,弹丸的抛射速度、所用的叶片材质与工艺、被清理的铸件和每次装载量以及抛丸量必须相同。其中抛丸量最难控制。因为抛丸量随着弹丸损耗而降低,而.且由于各种弹丸损耗快慢不同,抛丸量降低的速度也不同。为了保证在整个测试过程中抛丸量基本相同,每隔1h测量一次抛丸量,视抛丸量降低的多少补充新弹丸。在补充之后,再测其抛丸量,尽量保证平均抛丸量在85kg/min左右。Q3110抛丸滚筒每分钟转3圈,由16只弹
丸斗供丸,每次测量6斗弹丸重量,则抛丸量为(6斗弹丸重量x 48 x 1/G) g/min。表2是0.8~1.2白口铁丸耗丸率及对同种叶片磨
耗率的影响。表3是功2x2低碳钢丝切丸耗丸率
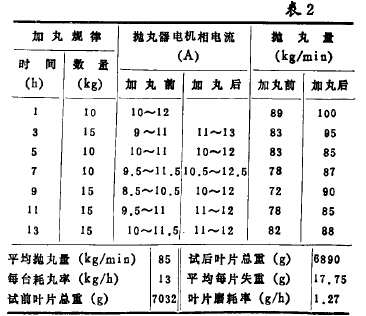
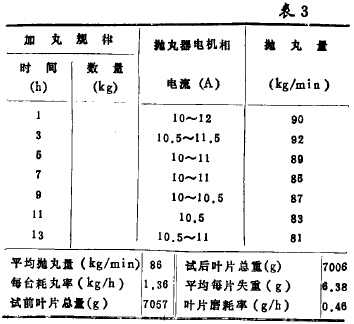
是0.8~1.2白口铁丸耗丸率及对同种叶片磨耗率的影响。表3是功2x2低碳钢丝切丸耗丸率及对同种叶片磨耗率的影响。表4是必2X2渗碳钢丝切丸耗丸率及对同种叶片磨耗率的影响。
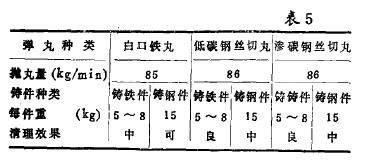
2.清理效果:
清理效果有不同的比较方法。对同一台抛丸设备,在相同的抛丸量的条件下,可用单位时间清理好的铸件数量来比较;也可对相同数量的铸件进行等时间的抛丸清理,通过观察铸件清理情况的差别来比较其清理效果的好坏。本实验采用后一种方法测试了上述三种弹丸对两种铸件清理效果的影响(表5),每筒装铸件重250kg,抛九时间5min。
四、结果分析:
1、耗丸率:
白口铁丸耗丸率最大,渗碳钢丝之,低碳钢丝切丸耗丸率最小。切丸次一般说来,弹丸的损耗方式有三种,一是在叶轮内与叶片的
相对滑动和滚动产生摩擦磨损,二是弹丸抛射到铸件表面或筒壁时与之碰撞破碎,三是由于碰撞弹丸表面发生脆性剥落。白口铁丸为针状马氏体及碳化物组织,脆性极大,最容易发生破碎。渗碳钢丝切丸表层为针状马氏体,也很脆,但心部有少量铁素体,稍软一些,在与铸件或筒壁碰撞过程中,脆的表层不断发生脆性剥落。低碳钢丝切丸为铁素体和珠光体组织,韧性很好,不存在破碎和脆性剥落的问题,只有摩擦磨损。弹丸的破碎损耗是最快的,脆性剥落损耗不如破碎损耗快,但要比纯摩擦磨损快得多。因此,测试结果是符合实际的。
2、清理效果:
软的低碳钢丝切丸比硬的白口铁丸好,这好象不符合一般公认的常理,其实这并不矛盾。清理效果是由弹丸抛射到铸件表面时对铸件施加的动能来决定的。在相同的抛射速度和抛射量条件下,无论用什么弹丸,单位时间内抛射到铸件表面的弹丸速度和质量都和同,即施加到铸件表面的总动能相等。由于弹丸与铸件碰撞时总要发生弹性和塑性变形,所以弹丸本身总要吸收一部分能量、而真正施加到铸件表面的总动能分别为发生弹性变形和塑性变形时所吸收的能量)。习惯上认为硬弹丸的清理效果比软弹丸好,就是因为碰撞时硬弹丸的塑性变形比软弹丸小,所吸收的功能就小,在相同的抛射速度及抛丸量条件下,所能施加到铸件表面的总动能就大。因此就认为硬弹丸的清理效果必然比软弹丸好。其实影响清理效果的因素除了E。外,单颗弹丸的动能也是一个工要的影响因素。抛丸清理就是利用弹丸将铸件表面的粘砂打掉。当单颗弹丸动能大于粘砂与铸件表面的结合能量时,就容易打掉粘砂,清理效果就好,如果单颗弹丸的动能不够大时,即使抛射的弹丸数量很多,加起来的总动能很大,也难以打掉粘砂,清理效果就差。
低碳钢丝切丸的清理效果比白口铁丸好,就是因为这种切丸不易破碎,而白口铁丸则很快破碎,破碎后的白口铁丸颗粒所共有的动能总是比单颗低碳钢丝切丸所具有的动能小的多。至于弹性变形对E。的影响,由于弹性变形取决于材料的弹性模量E,而一般黑色金属材料的E值相差不大,所以两种弹丸的弹性变形相差也不大。低碳钢丝切丸的塑性变形确实比白口铁丸要大。但是,低碳袱有i性变形强化作用,所以在抛射时,只是在最初几次碰撞过程中塑性变形大些,尔后塑性变形就n小甚至不再发生塑性变形,这时,两种弹丸的塑性变形基本上一样。由此分析得知,低碳钢丝切丸的单颗弹丸动能比白口铁丸的;弹丸功能大得多,其清理效果无疑也要好。
3、渗碳钢丝切丸:
渗碳钢丝切丸耗丸率比低碳钢丝切丸高1,72倍,由于价格高,费用很商,没有推广应用价值。
五、经济效益分析:
目前国内绝大部分抛丸设备应用的易损件是白口铁丸、低铬稀土白口铸铁叶片及护板和40Cr钢叶轮。
按一班制每天实际工作4h计算每台抛丸器年耗易损件费用。
实际测试得知,用白口铁丸作抛料时,耗丸率为13 kg/h,白口铁丸平均价格为切。元/吨,低铬稀土白口铸铁叶片重lkg,平均寿命
100h,低铬稀土白口铸铁护板的消耗量约为叶片消耗量的4倍,叶片和护板的平均价格约3000元/吨s 40Cr钢叶轮平均寿命400-r600h,约可使用半年,平均价格450元/只。这样,用白口铁丸作抛料时,每台抛丸器年耗易损件费用;13x305x 4 x400=1000+305x4
x1x8x(1+4)x 3000+100+1000+45px 2=8708(元/年)。
改用低碳钢丝切丸后,耗丸率为1.36 kg/h平均价格1500元/吨,低铬稀土白口铸铁叶片及护板消耗量为用白口铁丸作耗料时的36,2%s 40Cr钢叶轮的寿命至少提高一倍,可使用一年。即每台抛丸器年耗易损件费用:1。36 x 305 x 4 x 1500+1000+450+305 x 8x 4 x 1 x(1+4)x 3000 x 0,362+100+1000=3469(元/年)。
就是说,用低碳钢丝切丸代替白口铁丸,每台抛丸器一年可节约易损件费用5239元。
六、结语:
测试结果证明,抛丸设备采用低碳钢丝切丸作抛料比用白口铁丸确有显著的经济效益。一个具有5 ~2 0台抛丸器的中小型工厂,用这种切丸代替白口铁丸每年可节约易损件费用2.62~10.478万元。
测试还表明,至少对于小型铸钢件和铸铁件,低碳钢丝切丸的清理效果优于白口铁丸。对于大型铸件,还要作进一步的清理效果测试工作。
这种切丸是利用废旧钢丝切割而成,资源丰富,价格便宜,而且能充分利用废物,变废为宝,实在是一种值得大力推广应用的抛丸设备用弹丸。
上一篇:天然气管道内表面抛丸处理工艺方法
下一篇:抛丸器清理效果差的原因分析及解决措施
本文来源青岛万彩网抛丸机:http://wernerluetkemeier.com/news/1204.html








技术资料
- 绥化市吊钩式喷砂机_绥化市吊钩式抛丸机_绥化市吊钩式抛丸除锈清理机_绥化市吊钩式喷丸设备提高板材的预加工质量?
- 鄂尔多斯6915钢管除锈抛丸机调试完毕
- 2018发往山东临沂吊钩式378抛丸机
- 通过式抛丸清理机发往胶州的装货现场
- 环保型吊钩式抛丸机发货现场
- 淄博钢结构抛丸机使用现场
- 黄骅悬链式抛丸机客户现场
- 路面抛丸机应用于广州桥面建设
- 履带式抛丸机客户案例现场汇总
- 布袋除尘器-除尘设备
最新资讯文章
- 型钢抛丸机的加工效率提升策略
- 抛丸机的工作原理与应用
- 特殊场合下的路面抛丸机使用技巧
- 抛丸机与喷砂机在金属加工中的应用研究
- 路面抛丸机的环保改进方案
- 通过式抛丸机的原理和结构分析
- 抛丸机与喷砂机的区别与联系
- 抛丸机的操作技巧与注意事项
- 钢管抛丸机优势与不足全盘点
- 钢管抛丸机在管道防腐工程中的效益探讨
